- TOYOTETSUの魅力
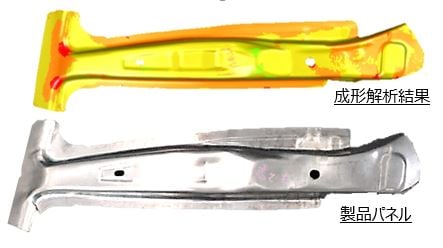
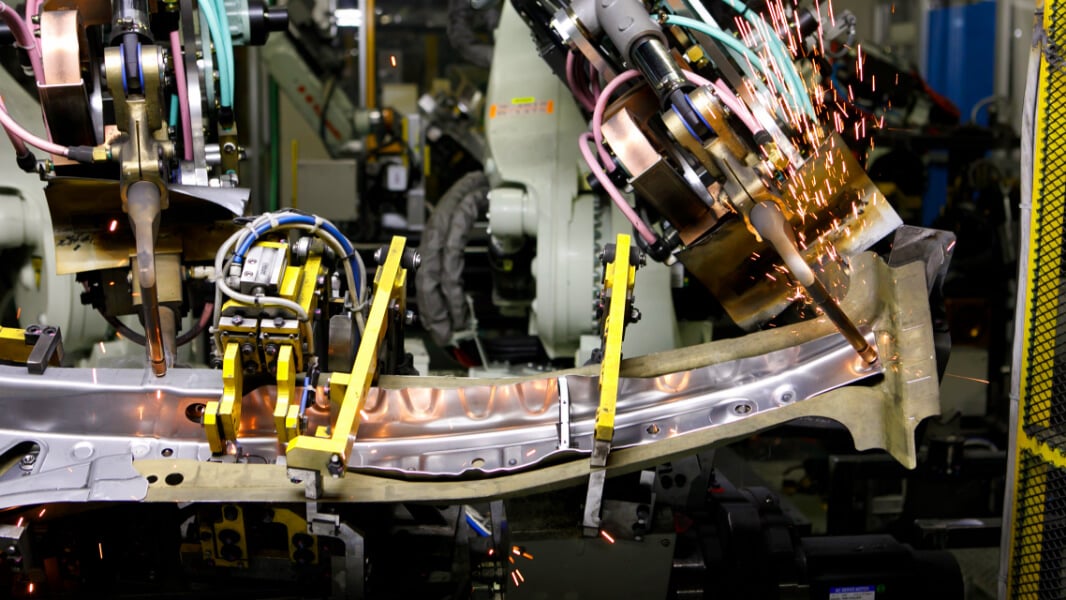
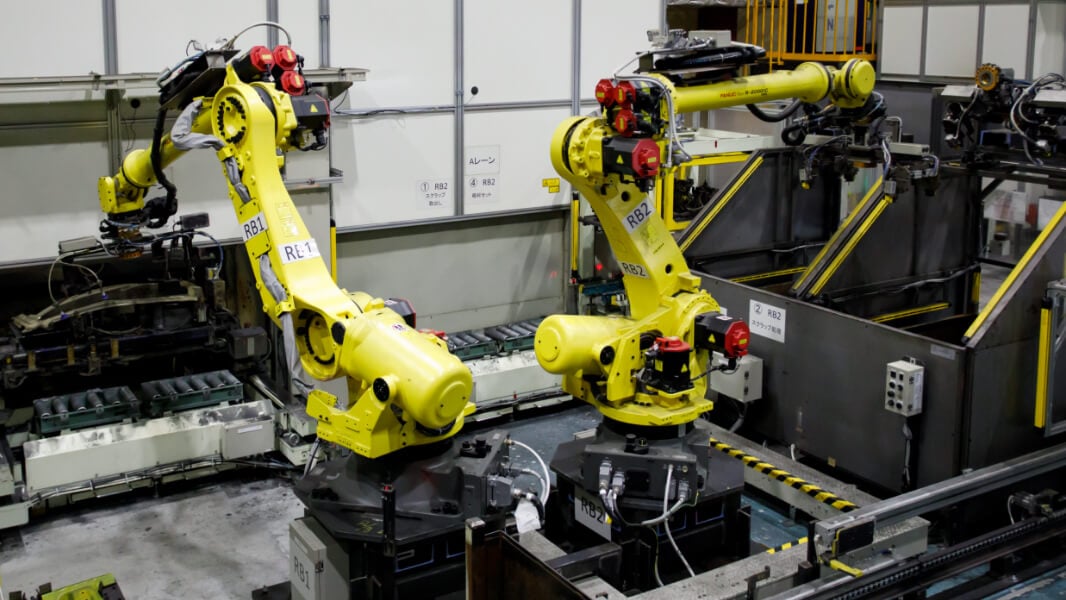
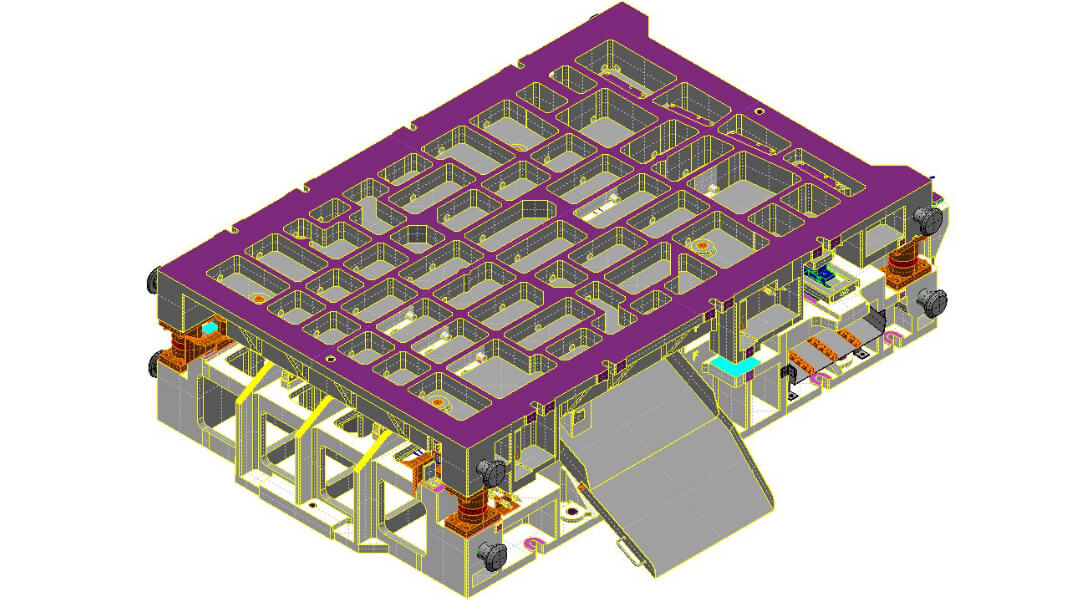
- 製品・技術情報
- ネットワーク
- 国内拠点一覧
- 海外拠点一覧
- Toyotetsu America, Inc. (TTAI)
- Toyotetsu Mid America, LLC (TTMA)
- Toyotetsu Texas, Inc. (TTTX)
- Fukai Toyotetsu Indiana Corp. (FTIC)
- Y-tec Keylex Toyotetsu Alabama. Inc. (YKTA)
- Toyotetsu Canada, Inc. (TTCA)
- Toyotetsu de Mexico S.A. de C.V. (TTMX)
- Toyotetsu Otomotiv Parcalari Sanayi Ve Ticaret A.S. (TTTI)
- PT. Nusa Toyotetsu (NTC)
- PT. Nusa Toyotetsu Engineering (NTTE)
- Toyotetsu India Pvt.Ltd., (TTIA)
- Toyotetsu India, Auto Parts Pvt.Ltd., (TTID)
- Toyotetsu (Thailand) Co., Ltd. (TTTH)
- Technol Eight Philippines Corp.(TEP)
- Tianjin Toyotetsu Automobile Parts Co., Ltd. (TTAP)
- Guangzhou Toyotetsu Automobile Parts Co., Ltd. (GTAP)
- 企業情報
- サステナビリティ
- ニュース
- サイトマップ
- プライバシーポリシー
- サイトご利用条件
- 社内報(社内限定)
- 従業員用ページ(社内限定)
- ギャラリー
- お問い合わせ





%E2%97%8F.jpg)